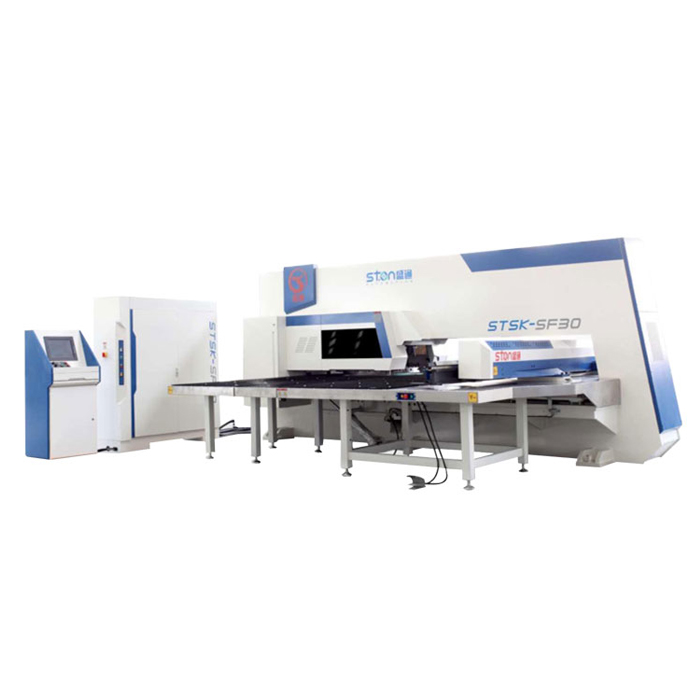

全电伺服数控冲床
主要性能特点 1、机身:机身采用“O”型(闭式)结构,钢板焊接,钢板经过严格的材料分析,保证材质;根据科学的运动力学原理设计,机身主板、内部筋板设计合理,保证了机身整体的稳定性。机身整体经电炉高温回火处理,消除焊接所产生的内应力,增强机身稳定性、避免变形;机身喉口尾部特殊设计,减小了喉口高度,增加了机身强度,有效...

















上一个:闭式液压数控转塔冲床
下一个数控送料机
在线留言
Request a quotation
产品分类
联系我们
销售热线0532-88185699
18560685699
售后热线
0532-88180298
18560681234
地址:青岛市黄岛区东岳中路251号